玉掛索の取扱上の注意【①〜⑩】
2021.06.16 Wire Rope
玉掛索はロープスリングとも呼ばれ、物をつり上げるときに用いられますが、物を固定するときに用いる台付索と異なって、加工するときの差し回数、差し方がクレーン等安全規則第219条に規定されています。
玉掛索と台付索とは混同されがちですが、明確に区別して取り扱って下さい。
なお、玉掛索に関する日本工業規格としてはJIS B 8817(ワイヤロープスリング)があります。
クレーンやホイストなどで、玉掛索を用いて重量物をつり上げるときは、次の点について特に注意して事故の発生防止に心掛けてください。
一般的注意事項
①玉掛索は、使用荷重、つり本数、つり角度及びつり方を考慮して、安全率(安全係数)が6以上確保出来るよう(クレーン等安全規則で決められている)選定してください。
安全率が不足していると、急激な衝撃荷重や損傷劣化などにより破断する恐れがあるます。
②つり角度は、出来るだけ60°以内にして下さい。
つり角度が大きくなると玉掛索に大きな張力がかかり危険です。

2本つりの場合
| つり角度(θ) | 0° | 30° | 60° |
| 1本のロープにかかる張力 (使用荷重に対する倍率) |
0.5 | 0.52 | 0.58 |
③フック部などで、ロープを小さく曲げると強度が低下します。
大きく出来ない場合は、低下率を考慮して玉掛索を選定してください。
6×24の場合
| ロープ径に対する曲げの大きさ(直径) | 1倍 | 5倍 | 15倍 | 20倍 |
| 強度低下率 | 50% | 30% | 25% | 10% |
④アイ加工には、圧縮止めと手編み(アイスプライス)があります。手編みの場合は、クレーン等安全規則第219条に規定された方法により、ロープ加工技能士の加工したものを使用してください。
第219条抜粋
「アイスプライスは、ワイヤロープのすべてのストランドを3回以上編み込んだ後それぞれのストランドの素線の半数を切り、残された素線をさらに2回以上(すべてのストランドを4回以上編み込んだ場合には1回以上)編み込むものとする。」
⑤台付索は、玉掛作業には使用しないでください。
台付索には加工方法の規定がなく、玉掛作業に使用すると抜ける恐れがあります。
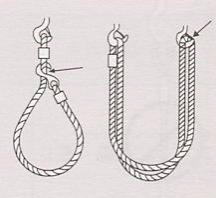
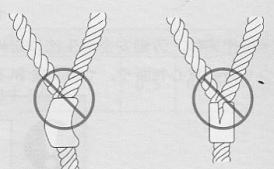
⑥玉掛索は、1本つりでは使用しないでください。
つり荷が回転したり、加工部(特に巻差しの場合)が抜けたりして危険です。

⑦玉掛作業は、労働安全衛生法に定められた有資格者が行って下さい。
つり荷の重心判断や、つり方を誤ると、大事故になる恐れがあります。
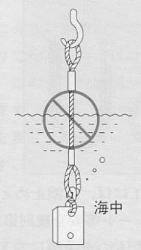
⑧アルミ合金で圧縮した玉掛索は、海水中では使用しないで下さい。
アルミ合金が溶解してロープが抜ける恐れがあります。
⑨ロープのねじれや曲がりが発生したら、修正しキンクさせないようにして下さい。
玉掛索は、消耗品です。廃棄基準を超えたものは絶対使用しないで下さい。
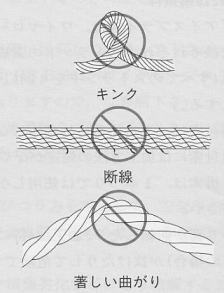
⑩アイ部及び圧縮止め部のき裂、変形、ロープのずれ、又は著しいきずが発生しているものは、絶対使用しないで下さい。
破断事故の原因となり大変危険です。
JIS B 8817ワイヤロープスリングの点検、廃棄基準は下表のとおりです。
| 点検項目 | 点検の種類 | 点検方法 | 廃棄基準 | ||
| 日常 | 定期 | ||||
| ロープ | (1)断線 ※1 | ○ | ○ | 目視 | 素線が、ロープ1よりの間において最外層ストランド中の総索線数の10%以上断線しているもの、又はロープ5より間において20%以上断線しているもの。 |
| (2)摩擦 | ○ | ○ | 目視 | 磨耗によって、直径の減少が公称径の7%を超えるもの。 | |
| (3)腐食 | ○ | ○ | 目視 | 腐食によって、素線表面にピッチングが発生して、あばた状になったもの。 内部腐食によって、素線が緩んだもの。 |
|
| (4)形くずれ | ○ | ○ | 目視 | 形くずれによって、キンク及び著しい偏平化、曲がり、かご状などの欠陥が生じたもの。 | |
| (5)電弧又は熱影響 | ○ | ○ | 目視 | テンパーカラー又は溶損の認められるもの | |
| (6)塗油の状態 ※2 | ○ | ○ | 目視 | ||
| (7)アイ部、圧縮止め部 | ○ | ○ | 目視 | き裂、変形、ロープのずれ、又は著しいきずなどが発生しているもの。 | |
| 付属金具 | (1)変形 | ○ | ○ | 目視 | 曲がり、ねじれ、ゆがみなどが認められるもの。 |
| (2)きず | ○ | ○ | 目視 | 著しい当たりきず、切り欠ききずなどが認められるもの。 | |
| (3)き裂 | ○ | ○ | 目視 又は 浸透深傷 ※3 又は 磁紛深傷 ※4 |
き裂が認められるもの。 | |
| (4)磨耗 | ― | ○ | 計測 | 磨耗量が元の寸法の10%を超えるもの。 | |
| (5)腐食 | ○ | ○ | 目視 | 全体に腐食が認められるもの、又は局部的に著しい腐食のあるもの。 | |
※1 断線は、手で折り曲げて切除しておくのがよい。
※2 不足しているものは塗油する。
※3 JIS Z 2343(浸透深傷試験方法及び欠陥指示模様の等級分類)による。
※4 JIS G 0565(鉄鋼材料の磁紛深傷試験方法及び欠陥磁紛模様の等級分類)による。